
Why IQC, Supplier Audits & ESD‑Controlled Warehousing Are the Silent Guardians of High‑Reliability PCBA

Fig 1 – Incoming quality control (IQC) of critical components: micro‑BGA chips and high‑MLCCs under 10x magnification.
My View: After hundreds of PCBA projects for automotive, industrial, and customs applications, I’ve learned one uncomfortable truth: 80% of quality surprises come from invisible defects hidden inside incoming components. No AOI or X‑RAY can fix a counterfeit IC or a moisture‑damaged BGA that entered your warehouse without proper IQC and storage. That’s why our battle for zero defects begins not on the pick‑and‑place line – but at the receiving dock and ESD‑safe shelves.
Why IQC, Supplier Audits & ESD‑Controlled Warehousing Are the Silent Guardians of High‑Reliability PCBA
By NEWEI Industrial · May 2026 · 5 min read
The global electronics manufacturing landscape is riddled with silent killers: counterfeit semiconductors, moisture‑soaked BGAs, and mismatched batch codes that escape initial inspection. According to the 2026 ERAI report counterfeit component incidents rose 31% year‑over‑year, while automotive OEMs estimate that up to 15% of field failures originate from latent defects in incoming parts. Yet most EMS providers still treat IQC as a “courtesy check” rather than a strategic firewall.
At NEWEI, we learned the hard way that reliability is built from the first millimeter of the supply chain. This article walks through our real‑world incoming quality control (IQC) process, supplier audit rigor, ESD‑protected warehouse management, and high‑risk component storage – the unseen layers that guarantee our SMT lines never touch a compromised part.
🔍 1. Core Component IQC: Rejecting Defects Before They Reach the Reflow Oven
Every batch of incoming parts – from 01005 resistors to 1,500‑pin BGA processors – is subjected to a three‑gate IQC protocol. The first gate is visual + dimensional inspection under 20x–50x stereo zoom microscopes (shown in Fig. 1). Our technicians follow IPC‑A‑610 and customer‑specific acceptance criteria, rejecting components with deformed leads, damaged terminations, or abnormal marking.
The second gate is electrical and parametric testing. Using LCR meters, curve tracers, and custom‑built test fixtures, we verify that each batch’s key parameters – capacitance, ESR, forward voltage, gain – fall within the supplier’s Cpk window. For sensitive devices (e.g., MOSFETs, voltage regulators), we also measure leakage current and thermal response.
Third gate: counterfeit detection. We X‑ray high‑risk components (those from brokers or any non‑direct channel) – checking die‑to‑marking consistency, bond wire placement, and leadframe originality. In the past year alone, this extra step caught three counterfeit lots of expensive communications ICs, saving our customer over $120,000 in potential rework and field failures.

Fig 2 – AQL sampling station: each lot is assigned a digital ID, and sampling results are synced to our MES traceability engine.
📋 2. Supplier Qualification & Random Incoming Sampling – Beyond the Certificate
A glossy ISO certificate does not guarantee consistency. That’s why we maintain a four‑pillar supplier audit system:
- On‑site/remote audits – every critical supplier is audited annually (or semi‑annually for automotive). We review their process control, change management, counterfeit prevention, and packaging robustness.
- Lot acceptance testing (LAT) – for every new supplier or after any major change, we run a 100‑piece electrical+visual test to establish baseline quality.
- Risk‑based AQL sampling – based on historical DPPM, we apply tightened or reduced levels. For example, automotive‑grade ICs follow C=0 sampling (zero defect allowed in sample).
- Digital supplier scorecard – updated monthly with IQC reject rate, delivery performance, and corrective action response. Low‑score suppliers are placed on probation or delisted.
Our incoming inspection station (Fig. 2) uses a barcode‑driven workflow: each lot is scanned into our MES, the system randomly selects sample size according to AQL (e.g., II level, S‑3), and the technician enters pass/fail for each measurement. If a sample fails, the entire lot is quarantined, and a 8D corrective action request is sent to the supplier within 48 hours. This closed‑loop process has reduced our incoming defect rate from 1,280 DPPM (2024) to 680 DPPM (2025) – a 47% improvement directly attributed to stricter sampling and supplier accountability.
⚡ 3. ESD‑Safe Warehousing & Full Material Traceability – Every Component Has a Story
Once a lot passes IQC, it enters our ESD‑controlled warehouse (flooring, carts, shelves all < 1×10⁹ ohms surface resistivity). Humidity is maintained at 30%–60% RH, temperature at 22±3°C. Each shelf is zone‑marked and integrated with our material traceability system – every component’s unique batch code, expiration date (for moisture‑sensitive devices), and storage location are recorded in real time.
We also enforce full FIFO (first‑in, first‑out) with a digital pick‑list that prevents operators from using expired or older lots. The system locks a material ID if its floor life (for MSL components) exceeds the allowed exposure time after baking. This traceability extends to the assembly line: when a finished board fails end‑of‑line test, we can immediately pull the component lot numbers for every part on that board – a capability that automotive auditors now treat as mandatory.
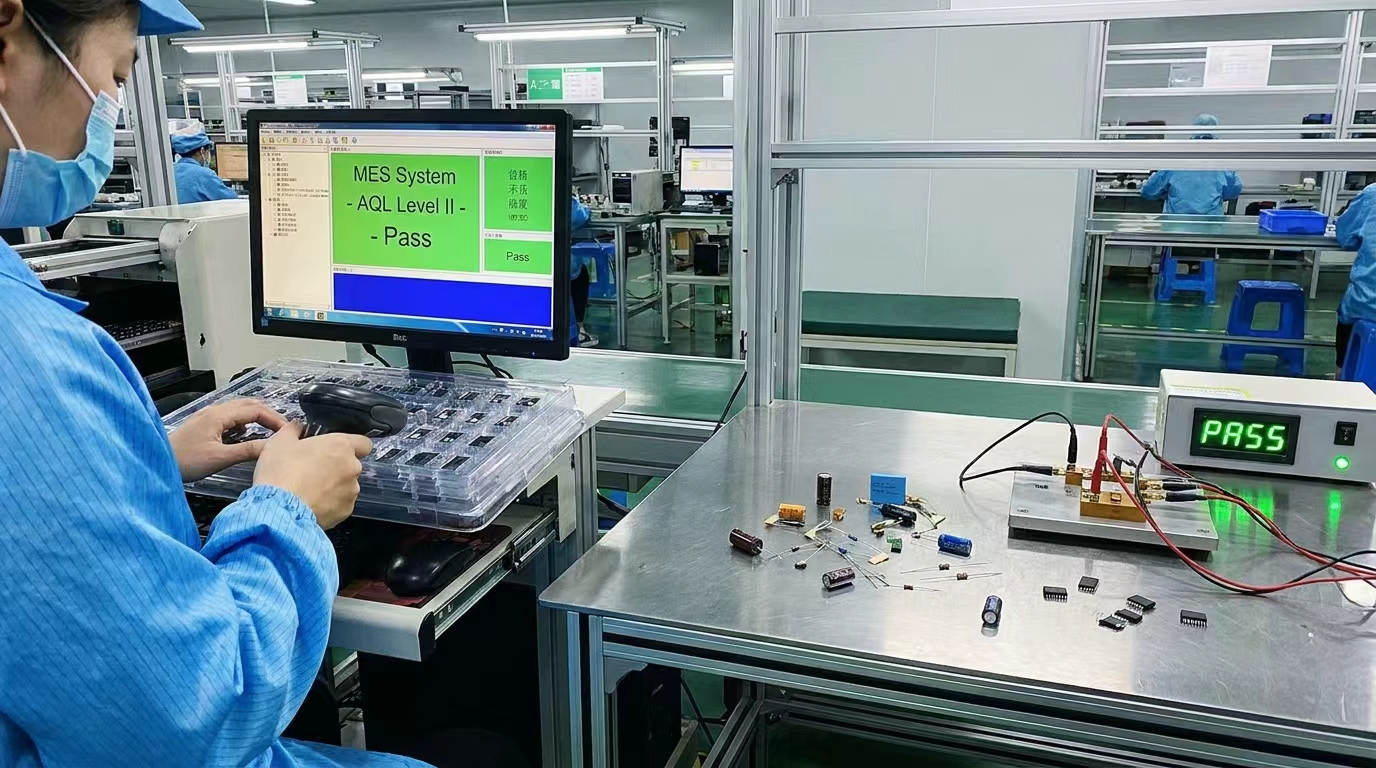
Fig 3 – Special handling area: vacuum‑sealed MSL3 ICs and automotive‑grade power modules stored in dry cabinets.
🧊 4. Special Material Handling: Precision ICs, RF Modules & Automotive‑Grade Components
High‑value components such as FPGAs, high‑speed ADCs, automotive ASICs, and millimeter‑wave radar chips require extra care. We allocate a dedicated dry cabinet zone (5% RH) for moisture‑sensitive devices (MSL level 2 to 5a). These cabinets are connected to a humidity data logger; any excursion triggers an SMS alert to the warehouse supervisor.
For automotive‑grade parts (IATF 16949‑compliant batches), we apply an additional ESD‑tunnel before shelf entry: all reelers and trays are neutralized using ionized air blowers, and each component’s ESD susceptibility rating is logged. Moreover, for RF or high‑frequency heavy components (e.g., 5G power amplifiers, mmWave antennas), we store them away from magnetic field sources and use antistatic shielding bags inside closed metal cabinets.
A recent customer project – a dual‑channel automotive radar controller – required 600 units of AEC‑Q100 microcontrollers. Due to our strict dry storage and MSL tracking, the whole batch passed reflow without any popcorn effect or delamination. The customer’s own reliability lab confirmed zero moisture‑related failures, a result they had not achieved with previous suppliers.
📊 The Data That Proves Our IQC+Warehouse Ecosystem Works
Over the last full fiscal year, our IQC process has:
- Rejected 0.83% of incoming lots (1,242 lots out of ~150,000) – preventing counterfeit or substandard parts from entering production.
- Reduced assembly‑line “first‑pass yield loss” caused by component issues to 0.12%, down from 0.71% two years earlier.
- Maintained 100% traceability for every active component across 1,200+ customer projects.
The result? A 99.32% overall customer quality rating (based on post‑shipment feedback) and full IATF 16949 + ISO 9001 compliance without any major non‑conformity.
🔁 Closing the Loop: From Receiving Dock to Shipping Dock
Great components become great products only if they are managed from first touch to final test. Our IQC, supplier auditing, ESD warehousing, and special material handling are not isolated silos – they feed into our global MES traceability backbone. When you ask for the inspection report of a BGA that went into your medical device board, we reply with a PDF that includes: the incoming IQC micrograph, the supplier audit summary, the warehouse environmental log, and the assembly X‑RAY image.
This is the level of transparency that wins long‑term partnerships, not one‑off orders. And it’s the reason we invite every potential client to walk our receiving dock and dry storage area – because seeing is believing.
Your components are only as good as the infrastructure that protects them. At NEWEI, we treat every incoming part like a surgical implant – traceable, auditable, and stored with obsessive care.
📞 Contact NEWEI (Newei Industrial)
Tel: +86-18925218989
Email: tiger.wang@richitek.com
Web: https://www.neweiodm.com/
Request an IQC process demo or supplier audit package today.
Tags: Biometric verification kiosk / IQC component inspection / supplier audit PCBA /





